联系人:奚总
手机:13372230558
电话:0516-87730368
400电话:400-638-6658
传真:0516-87730367
邮箱:dawnchina@163.com
网址:www.cobrapics.com
地址:徐州经济技术开发区徐庄镇融福大道
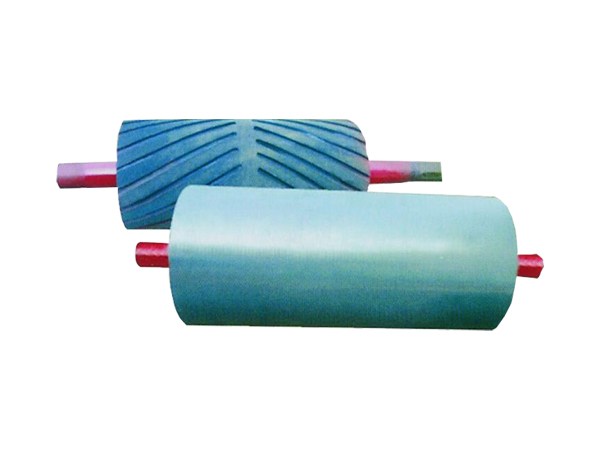
滚筒的加工工艺:一般在滚筒的主轴轴承层面,按受载状况,可分为下列二种:
(1)轴颈只经受弯距,如改向滚筒队的轴;
(2)传动轴与此同时承担弯距和扭距,如传动滚筒队的轴;轴原材料一般是通过冷轧或煅造的碳钢或合金钢,一般的材质是低碳钢,四十五号钢更为常见的,针对承受力比较大且规格受限制的轴,及其一些要求的轴可以用合金钢,采用材质为四零铬,根据需求,轴一般需要经过热处理工艺或表面强化解决,以提高物理性能和耐磨性能等,在一般条件下,合金钢和炭素钢的弹性模量相距不大,故选用合金钢不可以提升轴弯曲刚度;轴材质层面一般会经调质热处理,针对传动滚筒组,当轴性能指标不符合要求时也可以选择合拼经调质热处理,并按照对称性循环系统弯折抗剪强度校对;
筒皮设计技术要求是:
(1)筒皮打卷时要沿着钢板轧制方向;
(2)接口处的错边量不得超过1mm;
(3)滚筒包塑后竖向焊缝一定要进行超音波或X射线探伤检测查验:①超声探伤仪开展10%,焊缝达到要求里的二级;②无损探伤从一端逐渐探总长的20%,焊缝做到国家标准二级,如不过关探伤检测长短翻倍,翻倍仍不过关则开展总长探伤检测,直到符合规定;
(4)筒皮卷好后同心度公差应不得超过0.5;
(5)材质:Q235槽钢,抗拉强度为235牛/平米;针对中小型滚筒组与轻形滚筒组,当轮圈处直径超过220mm时,用铸钢件,针对轻形滚筒组,当轮圈直径低于220mm时,选用热轧圆钢,必须符合国家行业标准。